研究開発ユニット 中央研究所
ヤンマーテクニカルレビュー
熱処理解析技術の構築~高周波焼入れ時の相変態解析精度の向上~
はじめに
近年,内燃機関は高出力化や軽量化が進められており,機関部品に作用する負荷は増大する傾向にある.中でもクランクシャフトは大きな動力伝達によるねじり負荷,燃焼時の筒内圧の急激な変化,さらにはコネクティングロッドや軸受との摺動を伴うため,疲労強度や靱性および耐摩耗性を確保することが重要である.高周波焼入れはこのような複合的な要求を満たすことができる熱処理方法として広く活用されている.この優れた特徴は,局所的な処理によって生じる急激な組織分布の変化や,この組織分布の変化によって構造物内に大きな応力が残留することでもたらされている.しかし,現状では残留応力を定量的に評価することが難しいため,意図せぬ部位に残留応力が生じ,製品の耐久性に悪影響を与える場合がある.今後,機関の高出力化・軽量化に対応していくためには,より高度な製品設計技術が必要であり,熱処理によって生じる残留応力や組織分布を定量的に評価していく重要性が高まっている.
熱処理は相変態,温度変化,ひずみの変化が相互作用を及ぼす非常に複雑な現象であるため,一般的に残留応力や組織分布を予測することは困難である.そのため,焼入れの処理条件は過去の経験やトライアンドエラーにより導出されていることが多い.この状況を解決するため,1980年ごろから最適な処理条件を導出するための熱処理解析に関する研究が盛んに行われてきた.一例を挙げると,井上らはジョミニー試験片を用いて4鋼種における焼入れ時のマルテンサイト相分率,残留応力,変形を予測し,実験結果と比較することで精度を検証している(1).王らは相変態の応力依存性を考慮した相変態予測を行ない(2),Smoljanらは焼入れ後の強度および硬さを予測している(3).高垣らや生田らは相変態解析を高周波焼入れに適用し,マルテンサイト変態および残留応力を予測している(4)(5).しかし,これらの研究では,焼入れ時の相変態を拡散型変態と無拡散型変態の2種にしか分類しておらず,本来別々に出現するフェライト相・パーライト相・ベイナイト相をまとめて拡散型変態として扱っている.そのため,各相の生成に関する考察が十分とは言い難く,残留応力を精度よく予測するには課題があると考えられる.
これに対して,中間型変態であるベイナイト変態を拡散型変態と区別している先行研究がある.一例を挙げるとBhadeshiaはベイナイト相の生成時に生じるセメンタイトによりベイナイト変態の核生成速度が上昇することを等温変態の試験で確認している.そして,この効果を自己触媒核生成として提案するとともに,発展式レベルで精度検証している(6).またOpdenackerは数種類の鋼材において,この自己触媒核生成効果を考慮した相変態解析を行なっている(7).しかし,Kirkaldyらが報告しているように,相変態において結晶粒度は鋼種と同様に相変態に大きく影響を与える要因であるが(8),上述の研究においては結晶粒度に関して考察がされておらず,実部材の相変態の進行を予測するには十分であるとは言い難い.
そこで,本研究ではまずフェライト相,パーライト相,ベイナイト相,マルテンサイト相それぞれに分類した相分率の予測を行なう.その上で,ベイナイト変態の進行予測にはOpdenackerの提案する自己触媒核生成効果を考慮した発展式を適用し,相分率の予測精度を向上する.自己触媒核生成効果に使用する材料物性値は,BhadeshiaがTTT線図に基づき同定しているが,本研究ではCCT線図の相分率データを用いて簡易的に同定する手法について検討する.最後に内燃機関のクランクシャフトに高周波焼入れを施した際に生じる相変態解析を行ない,実験結果と比較することで本手法の有用性を検証する.
定式化
鋼を加熱するとオーステナイトに相変態する.このオーステナイト状態の鋼を冷却すると,冷却速度に応じて以下の3種類の相変態が生じる.
- マルテンサイト相が生成する無拡散型変態
- フェライト相やパーライト相が生成する拡散型変態
- ベイナイト相が生成する中間型変態
過去の研究では中間型変態と拡散型変態を分類せず,実際に生成するフェライト相,パーライト相,ベイナイト相を簡易的に同一相として扱うことで相変態の進行を予測していることが多い.これに対し本研究では上述の3相に無拡散型変態で生成するマルテンサイト相を加えた4相をそれぞれ独立に考慮した.また中間型変態に対して,自己触媒核生成係数を導入した発展式を用いて相変態の予測精度を向上した.
なお,本研究において高周波誘導加熱解析はJSOL社製のJMAGを用いた.誘導加熱時および冷却時の相変態解析はDassault Systèmes社製のABAQUSのUserSubroutine機能に2章から5章に示す発展式を搭載して解析した.
以下に本研究で用いた高周波誘導加熱の構成式および相変態解析の発展式を示す.
1.高周波誘導加熱の構成式
高周波誘導加熱時の熱伝導現象はMaxwell方程式と熱伝導方程式を連成して解析した.正弦波電流における電磁場解析の基礎式を式1に示す.ここで, は透磁率 ,
は透磁率 , はベクトルポテンシャル,
はベクトルポテンシャル, は虚数単位,
は虚数単位, は電流角速度,
は電流角速度, は導電率,
は導電率, は誘導電流密度である.
は誘導電流密度である.

式2から高周波誘導加熱によるジュール損失 を算出し,この
を算出し,この を熱源とした熱伝導方程式3により温度変化を算出した.ここで,
を熱源とした熱伝導方程式3により温度変化を算出した.ここで, は比熱,
は比熱, は温度,
は温度, は熱伝導率,
は熱伝導率, は密度である.
は密度である.


2.無拡散型変態の予測発展式
無拡散型変態はマルテンサイト開始温度 以下に冷却された際に生成され,温度にのみ依存して進行することが知られている.この進展予測には式4のKoistinen-Marbuergerの式を用いた(9).ここで
以下に冷却された際に生成され,温度にのみ依存して進行することが知られている.この進展予測には式4のKoistinen-Marbuergerの式を用いた(9).ここで はマルテンサイト体積分率,
はマルテンサイト体積分率, はマルテンサイト変態開始温度になった時点のオーステナイト体積分率である.本研究では熱処理材として一般的に使用される非調質鋼S50C材(以下S50C材)を対象とした.表1に使用した鋼材の物性値および合金成分を示す.ここで
はマルテンサイト変態開始温度になった時点のオーステナイト体積分率である.本研究では熱処理材として一般的に使用される非調質鋼S50C材(以下S50C材)を対象とした.表1に使用した鋼材の物性値および合金成分を示す.ここで ,
, ,
, はそれぞれマルテンサイト開始温度,
はそれぞれマルテンサイト開始温度, 温度,
温度, 温度であり邦武の式(10)により合金成分から算出した.
温度であり邦武の式(10)により合金成分から算出した.

表1 Transformation temperature and chemical composition

3.拡散型変態の予測発展式
拡散型変態は炭素などの拡散を伴う変態であり,拡散型変態の開始タイミングは温度と時間の履歴に依存する.この変態開始の判定には式5のScheilの加算則を用いた(11).ここで,計算ステップ の
の ステップ目における微小時間を
ステップ目における微小時間を ,拡散型変態開始までの潜在時間を
,拡散型変態開始までの潜在時間を とする.各ステップにおける寄与率
とする.各ステップにおける寄与率 の総和が1となった時に変態開始と判定した.なお,
の総和が1となった時に変態開始と判定した.なお, は図1に示すTime-Temperature-Transformation線図(以下TTT線図)から同定した.
は図1に示すTime-Temperature-Transformation線図(以下TTT線図)から同定した.


拡散型変態の進行予測には式6のKolmogrov-Johnson&Mehl-Avrami式(以下KJMA式)を用いた(12).式6中の および
および は材料定数であり,変態開始体積分率
は材料定数であり,変態開始体積分率 ,終了体積分率
,終了体積分率 ,およびTTT線図より求められる変態開始時間
,およびTTT線図より求められる変態開始時間 ,終了時間
,終了時間 から式7,式8で算出した.
から式7,式8で算出した.

4.中間型変態の予測発展式
中間型変態の開始判定は拡散型変態と同様にTTT線図におけるベイナイト変態の開始,終了時間を式5のScheilの加算則に代入して予測した.Bhadeshiaは,ベイナイト相の生成時には同時に析出するセメンタイトの影響でベイナイト変態の核生成速度が上昇すると報告している.そこで,中間型変態の進行予測には式6のKJMA式に自己触媒核生成を考慮し拡張した式9を用いた.ここで, は
は ステップにおけるベイナイトの体積分率であり,
ステップにおけるベイナイトの体積分率であり, は自己触媒核生成係数である.は炭素濃度に依存する物性値であり,過去の研究では本研究で用いた鋼材と同等の炭素濃度を持つ材料において
は自己触媒核生成係数である.は炭素濃度に依存する物性値であり,過去の研究では本研究で用いた鋼材と同等の炭素濃度を持つ材料において と示されている(7).
と示されている(7).
高周波誘導加熱は短時間加熱であるため,一部のみがオーステナイト化する領域が生じる.S50C材には炭素をほとんど含有しないフェライト相と高炭素濃度のパーライト相が存在するが,加熱時にはパーライト相が優先的にオーステナイト化するため,この領域では炭素濃度が高くなる.は炭素濃度に依存し低下する傾向を持つため,S50C材においては式10により炭素濃度の依存性を考慮した.ここで 完全にオーステナイト化し,炭素が均一に拡散している状態の自己触媒核生成係数である.
完全にオーステナイト化し,炭素が均一に拡散している状態の自己触媒核生成係数である.

5.高周波誘導加熱時のオーステナイト変態の予測発展式
高周波誘導加熱時には温度上昇に伴い,フェライト相・パーライト相などからなる母相からオーステナイト化が進行する.一般的にオーステナイト変態は開始までに潜伏期を持ち,結晶粒界近傍から進行する.図2に本研究で使用した焼入れ前のS50C材の組織写真を示す.S50C材の焼入れ前の結晶粒度は約100 μmと大きく,潜伏時間が比較的長いと考えられる.そこで図3のTime-Temperature-Austenization線図(以下TTA線図)(13)を用いて,拡散型変態と同様に式5より変態開始を判定し,式6より変態進行を予測した.


6.相変態予測精度検証および自己触媒核生成係数の同定
S50C材について,自己触媒核生成係数を導入した相変態解析の精度を検証した.図4に本研究で用いた高周波焼入れ中の相変態解析のフローを示す.
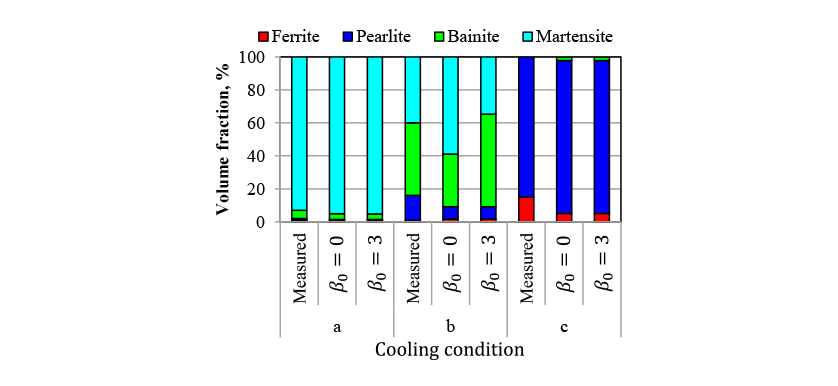
図5にS50C材における実測のCCT線図を実線で,解析で求めた変態開始のタイミングの予測結果を破線で示す.フェライト相,パーライト相,ベイナイト相の変態開始タイミングが若干異なるものの,実用上問題のないレベルで変態開始を予測できていると考える.図5に一点鎖線で示す冷却速度の速い条件aから冷却速度の遅い条件cまでの各条件において生じる相分率を図6に示す.ここで実測の相分率と共に,解析で予測した相分率で自己触媒核生成を考慮しない場合を ,自己触媒核生成を考慮した場合を
,自己触媒核生成を考慮した場合を とそれぞれ示す.bの冷却速度においてマルテンサイト相が実測の相分率40 %に対して,
とそれぞれ示す.bの冷却速度においてマルテンサイト相が実測の相分率40 %に対して, の場合には59 %と大きな差を生じていたが,自己触媒核生成を考慮することで35%となり,他の冷却速度の場合を含めて相変態の予測精度が向上した.
の場合には59 %と大きな差を生じていたが,自己触媒核生成を考慮することで35%となり,他の冷却速度の場合を含めて相変態の予測精度が向上した.
このように,中間型変態に対し自己触媒核生成を考慮した発展式を用い,実験的なアプローチで導出した自己触媒核生成係数を用いることで相変態の予測精度が向上した.以上の結果より,本研究においては自己触媒核生成係数を と同定した.
と同定した.


高周波焼入れ試験への適用
1.試験条件
本研究では図7に示すような非調質炭素鋼S50C製の内燃機関用クランクシャフトを用いた.高周波焼入れは電気興業株式会社製高周波焼入れ装置を用い,半円状の銅製コイル内でクランクシャフトを回転速度30min-1で回転させ,周波数20 kHz,電流値6000 Aで加熱した.所定時間加熱後に冷却水により急冷し,焼入れを行なった.加熱,焼入れ時の温度変化は図7の温度計測位置にシースK熱電対を設置し(クランクシャフト表面から1mm,3mm,5mmの位置)計測した.焼入れ後のクランクシャフトは切断後,断面の組織分布を観察した.
図8~図10に誘導加熱解析に用いた物性値を示す.ここで比熱は潜熱を含めた見かけ上の比熱を用いた.また,クランクシャフト表面と外気の熱伝達率を境界条件として与えた.




2.試験結果
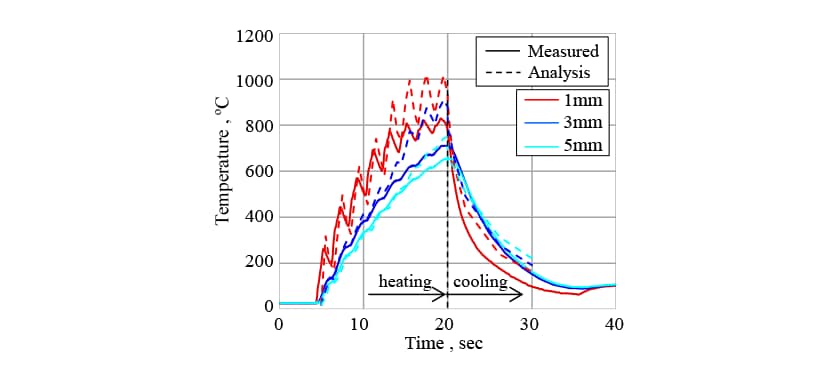
図11 に計測した温度変化履歴を実線で,解析で予測した温度変化を破線で示す.クランクシャフトを回転させながら加熱するため,表面近傍の温度は波打ちながら上昇する.また,キュリー点(770 ºC)以上に昇温すると磁気特性が変化するため急激に加熱されにくくなり,加熱位置が表面から内部に移動する.予測した温度履歴は加熱後半においてやや誤差が大きくなっているものの,上記の特徴を含めて加熱現象をおおむね再現できていると考える.
図12に焼入れ後のクランクシャフトの断面の組織写真および解析で予測したマルテンサイト体積分率の分布を示す.ピン部においてR部より平行部の焼入れ深さが深くなる様子など良好に焼入れパターンを予測できた.図13に図12の点Aから矢印方向の相分率の予測結果を示す.ここで,誘導加熱時にオーステナイト化していない相分率をNon-trans.と示す.表面はマルテンサイト相のみが生成しているが,内部に進むにつれて拡散型変態の相の生成量が増加している.本試験は冷却速度が早いため拡散型変態のうちフェライト相,パーライト相はほぼ生成せず,主にベイナイト相が生成している.ここで,マルテンサイトの相分率が50 %となる限界焼入れ深さの予測結果は表面から3.0 mmと3.5 mmの間に存在し3.25 mm程度と判断できる.これは実測の焼入れ深さ3.5mmと近く,高周波焼入れ時の相変態を精度よく再現できていると考える.
以上の結果より,加熱時・水冷時の各相への変態が良好に予測されており,自己触媒核生成を考慮した発展式を導入した本手法の有用性を確認した.


おわりに
本研究では,フェライト相,パーライト相,ベイナイト相,マルテンサイト相それぞれを分類した相分率を予測した.さらにベイナイト変態の生成に対して自己触媒核生成を考慮した発展式を導入し,CCT線図の相分率から同定した自己触媒核生成係数を用いることで,焼入れの際に生じるすべての相の生成量を精度よく予測した.また,熱処理材として一般的に使用される非調質鋼S50C材製クランクシャフトを用いた高周波焼入れ試験で焼入れ後の相分率を検証した.実測の焼入れ深さ3.5mmに対して,限界焼入れ深さが約3.25 mmと良好に再現できており,本手法の有用性を確認した.
今後,本手法を用いて誘導加熱・相変態・変態時に生じるひずみの連成解析を行なうことで高周波焼入れ部材の残留応力を予測する.
参考文献
- (1)井上達雄,森本吉浩,“材料データベースMATEQを用いたジョミニー試験の変態・熱・力学的シミュレーション”, 材料, Vol.52, pp.1192-1197, (2003).
- (2)王 志剛,井上達雄,相変態の応力依存性を考慮した鋼の焼入れにおける温度,組織および応力の解析,材料, pp.991-996, (1982).
- (3)Smoljan, B., Iljkić, D. and Novak, H. “Computer simulation of quenched and tempered steel properties”, JAMME, Vol.46, pp.175-181, (2011).
- (4)高垣昌和,都井裕,誘導加熱・熱弾粘塑性損傷・相変態の連成を考慮した3次元有限要素法による高周波焼入れ解析,日本機械学会論文集A編, Vol.71, No.702 (2005), pp.233–240.
- (5)生田文昭,堀野孝,井上達雄,高周波移動焼入れ過程における残留応力・ひずみおよび組織のコンピューターシミュレーション,材料, Vol.47, pp.892-898, (1997).
- (6)Bhadeshia, H. K. D. H., BAINITE : OVERALL TRANSFORMATION KINETICS, Journal de Physique ,Vol. 43, pp.443 to 448(1982).
- (7)Opdenacker, P., The Rate of the Bainite Transformation, Ph.D. Thesis,(University of Cambridge, Cambridge, UK, 2001).
- (8)Kirkaldy, J.S., Thomson, B.A., Baganies, E.A.: In Hardenability Concept with Application to Steel. Edited by D.V.Doane, J.S.Kirkaldy, Warrendale, PA, AIME, 1978, p.82-125
- (9)Koistinen, D. P. and Marburger, R. E., A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels, Acta Metallurgica , Vol.7, pp.59-60, (1959)
- (10)邦武立郎, 鋼のAc1,Ac3およびMs変態点の経験式による予測 , 熱処理, Vol. 40(4),pp.181-187, (2001)
- (11)Scheil., E., Anlaufzeit der austenitumwandlung, Arch. Eisenhuettenwes., Vol.12, pp.565–567, (1935)
- (12)榎本正人, “金属の相変態”, 内田老鶴圃
- (13)三輪敬之,小野秀隆,炭素鋼のTTA曲線(恒温オーステナイト化曲線)について, 日本金属学会誌, Vol.41, pp.851-855, (1977)
著者
